塗装には、製品の価値を守る3つの機能があります。
- サビを防止します
- 美観を高め価値を作ります
- 耐熱や防水など機能をもたせます
私たちの仕事は、この3機能が最大限発揮されるよう行っています。
塗装部門の作業一例です。
自動搬送装置
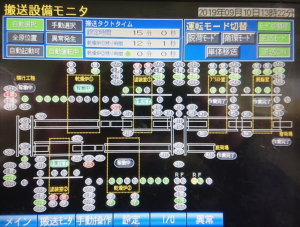
装室と乾燥炉が2つあり、強制乾燥で塗装しています。
脱荷モード、循環モード、逆送モードと3パターンの動作ができ、作業効率を高めています。
強制乾燥とは、2液硬化性の塗料で塗装後に熱(60℃~120℃)をかけ、硬化剤との反応を早める為に行う乾燥方法のことです。
自動搬送装置の搬送工程
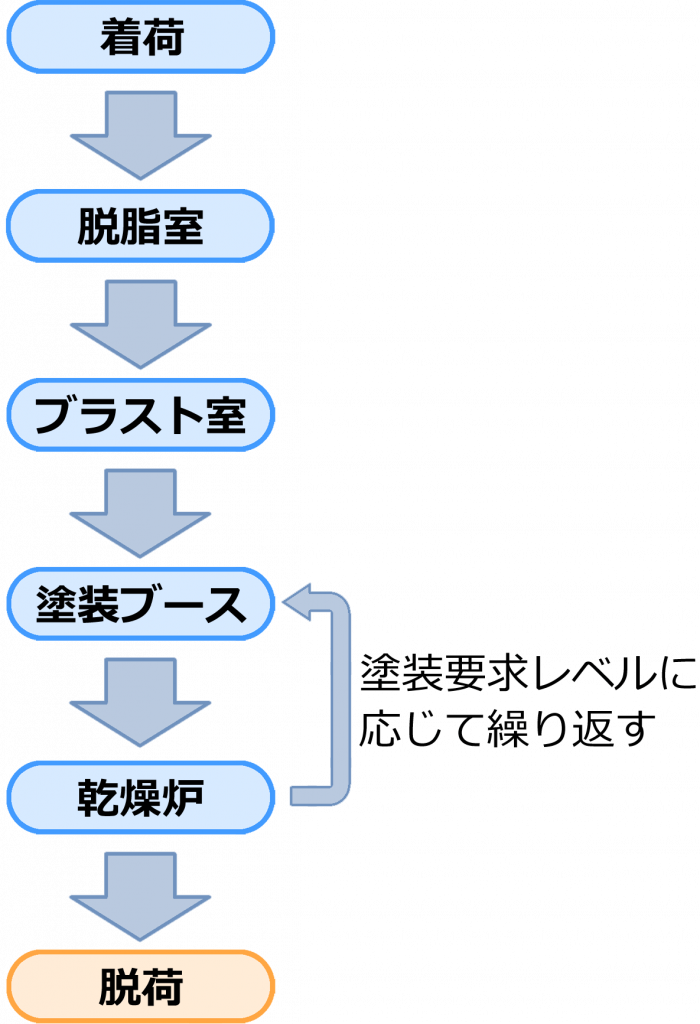
下地処理

下地処理は、塗装前に金属表面を最良な状態にする処理作業であり、下地処理次第で塗装の耐久性や仕上がりに影響を与える重要な工程です。
塗装品の塗装過程で付着した油類の付着物は、塗装の剥離(ハクリ)の原因になりやすく塗装の 耐久性に影響します。なので、塗装品の塗装面を入念にシンナーで油を除去します。
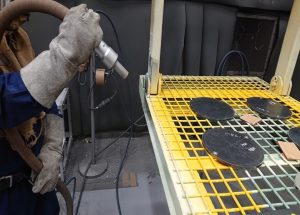
ブラスト処理とは、表面処理を行う方法のひとつです。
ブラスト装置を利用し、「研磨材」という小さな粒を製品に打ち付けて処理します。
塗装作業

塗装は、塗料を製品の表面等に付着させる工程で、耐久性や仕上がりに応じて、下塗り、中塗り、上塗りに分けて作業を行います。美しい外観になるように丁寧に塗装します。
調合
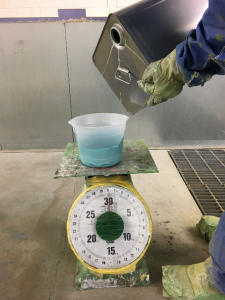
主に2液型の塗料で塗装しています。
塗料缶は2つあり、主材(塗料)と硬化剤に分かれています。塗装をする直前に主材と硬化剤を混ぜ合わせて塗料になります。シンナーで薄めて品物を塗ります。
2液型の強みである耐久性が発揮されずに塗料不備が起こることのないよう、調合の計測は徹底しています。
膜厚チェック
塗料は乾燥すると膜になります。その膜の厚みを「膜厚」と言います。単位はμm(ミクロン)です。
塗装は下塗り、中塗り、上塗りと3回塗りが基本です。
膜厚は、大きければ良いわけではなく、1度に付け過ぎると乾燥後の剥離やひび割れの原因になります。
塗料の性能が発揮できるよう膜厚に十分注意して作業しています。
塗装品例
ウレタン樹脂塗料で塗装

フッ素樹脂塗料で塗装

耐熱塗料で塗装

近年では、フッ素樹脂塗料が導入されました。
3回塗りで塗装する条件下においてウレタン樹脂で塗装する場合12.6年、フッ素樹脂で塗装する場合16年と、圧倒的に高い耐久性があります。
1つ1つの塗装を大事にして信頼と信用ある塗装を致します。